

Ukugalelwa kwesanti kusebenzisa isanti eluhlaza (isanti emanzi) okanye isanti eyomileyo ukwenza iinkqubo zokubumba. Iukugalela isanti eluhlazayeyona nkqubo indala isetyenziswa embalini. Xa usenza isikhunta, iipatheni ezenziwe ngomthi okanye isinyithi kufuneka ziveliswe ukuze zenze umgodi ongenanto. Isinyithi esinyibilikisiweyo sigalela emngxunyeni ukwenza icastings emva kokupholisa kunye nokuqina. Ukwenziwa kwesanti kubiza ngaphantsi kunezinye iinkqubo zokuphosa zombini kuphuhliso lokungunda kunye neyunithi yokuphosa inxalenye. Ukuphosa isanti, kusoloko kuthetha ukuphosa kwesanti eluhlaza (ukuba akukho nkcazo ekhethekileyo). Nangona kunjalo, kule mihla, ezinye iinkqubo zokuphosa nazo zisebenzisa isanti ukwenza umngundo. Banamagama abo, njengayeiqokobhe ngundo ukuphosa, i-furan resin egqunywe isanti egayiweyo (akukho ntlobo yokubhaka),ukuphosa amagwebukunye ne-vacuum casting.
Sineentlobo ezahlukeneyo zokuphosa ozikhethele zona. Inxalenye yenkqubo yokuzikhethela yeprojekthi yakho iya kuba kukukhethwa kwenkqubo yokuphosa eya kunceda iimfuno zakho. Eyona ndlela idumileyo kukuphosa isanti okubandakanya ukwenza umfuziselo weqhekeza eligqityiweyo (okanye ipateni) elixinzelelwe ngesanti kunye nezidibanisi zokubopha ukubumba ukuphosa kokugqibela. Ipateni isuswe emva kokuba isikhunta okanye impembelelo yenziwe, kwaye isinyithi singeniswa ngenkqubo yokugijima ukuzalisa i-cavity. Isanti kunye nentsimbi ziyahlukana kwaye ukuphosa kucociwe kwaye kugqitywe ukuthunyelwa kumthengi.
Ukusatywa kwesanti VS ukubunjwa kweqokobhe lokungunda:
Zombini ukugalelwa kwesanti kunye nokubunjwa kweqokobhe kusebenzisa isanti ukwenza umngxuma wokugalelwa. Umahluko kukuba ukugaywa kwesanti kusebenzisa isanti eluhlaza okanye isanti eyomileyo (i-foam elahlekileyo kunye ne-vacuum casting isebenzisa isanti eyomileyo ukwenza i-mold), ngelixa ukubunjwa kwe-shell mold kusebenzisa isanti egqunywe i-resin ukwenza iinkqubo zokubumba. Isanti egqunyiweyo ayikwazanga kuphinda isetyenziswe. Nangona kunjalo, ukubunjwa kweqokobhe kunomgangatho ongcono kakhulu kunolo lweukuchithwa kwesanti.
Ukuphoswa kweSanti VS Utyalo mali:
Ezi nkqubo zimbini zokuphosa zihlukile kwizinto zokubumba ezisetyenziselwa ukwenza iipateni.Ukwenziwa kotyalo-maliisebenzisa iwax ukuvelisa iireplicas zewax (yiyo loo nto ikwabizwa ngokuba yilahleko yokuphosa) ezinobukhulu obufanayo kunye nobukhulu obufanayo nokuphosa okufunwayo. Emva koko iireplica zewax ziya kugqunywa ngesanti kunye nezixhobo zokubopha (ngokuqhelekileyo i-silica sol okanye iglasi yamanzi) ukwakha iqokobhe eliqinileyo lokugalela isinyithi esinyibilikisiweyo. Ngelixa, ukugatywa kwesanti kudla ngokuthatha isanti eluhlaza okanye isanti eyomileyo ukwenza umngxuma onomngxuma, onobukhulu obufanayo kunye nemilinganiselo njengeendawo ezifunwayo zokuphosa. Kuzo zombini iinkqubo zokugalelwa kwesanti kunye nezotyalo-mali, isanti kunye newax zinokuphinda zisetyenziswe. Ukwenziwa kotyalo-mali ngokuqhelekileyo kunomphezulu ongcono kakhulu, ijometri kunye nokuchaneka komdanso kunesanti.
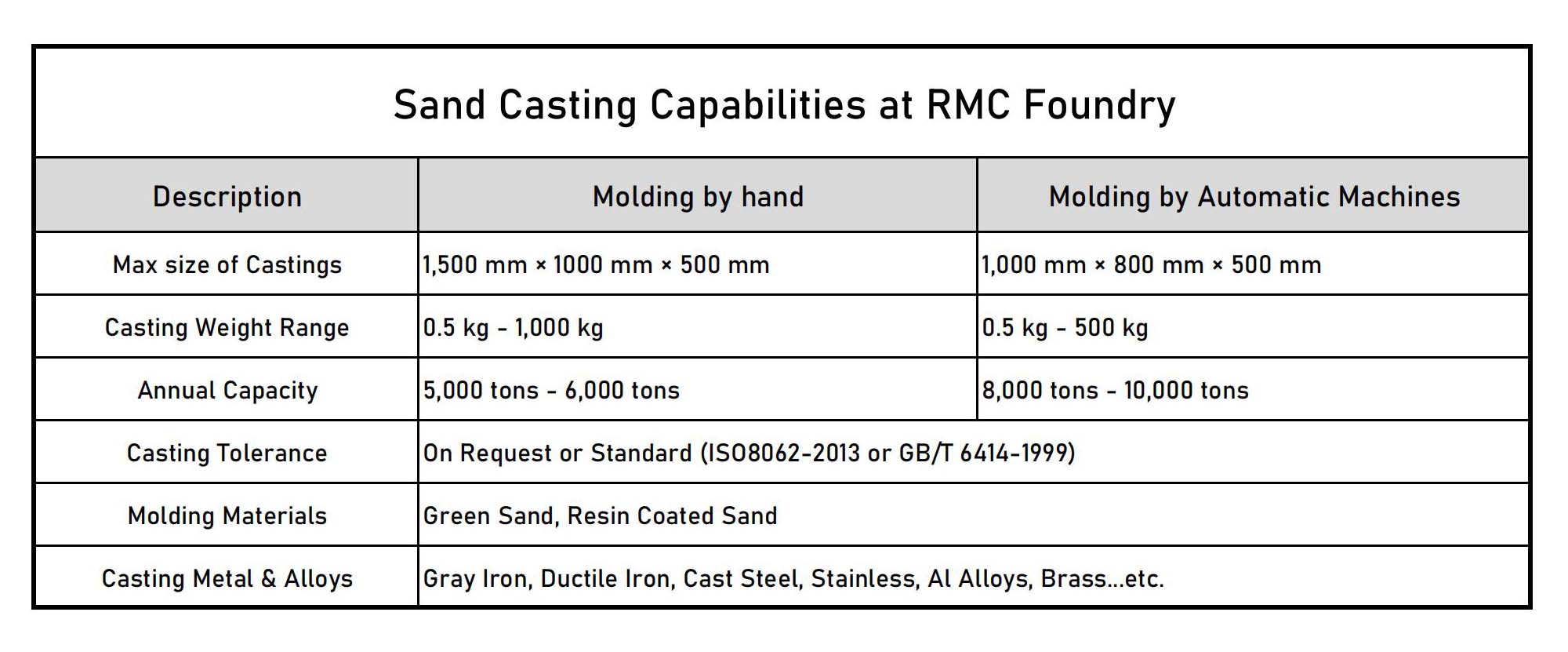
Ukunyamezela ukuphosa kwahlulwe kwi-Dimensional Casting Tolerances (DCT) kunye neGeometrical Casting Tolerances (GCT). Isebe lethu lingathanda ukuthetha nawe ukuba unesicelo esikhethekileyo malunga nonyamezelo olufunekayo. Apha koku kulandelayo kukho ibakala lokunyamezelana ngokubanzi esinokufikelela kulo ngokugatywa kwesanti eluhlaza, ukubunjwa kweqokobhe kunye nokugaywa kwesanti ye-furan resin:
✔ IBanga le-DCT nge-Green Sand Casting: CTG10 ~ CTG13
✔ IBanga leDCT ngeShell Mold Casting okanye iFuran Resin Sand Casting: CTG8 ~ CTG12
✔ IBanga le-GCT ngeSanti yeGreen Casting: CTG6 ~ CTG8
✔ IBanga le-GCT ngeShell Mold Casting okanye iFuran Resin Sand Casting: CTG4 ~ CTG7
Izinto eziluncedo kwiNkqubo yokuCasa isanti
I-1- Ixabiso eliphantsi ngenxa yezinto zayo zokubumba ezingabizi kwaye ezinokuphinda zisetyenziswe kunye nezixhobo ezilula zokuvelisa.
2- Uluhlu olubanzi lobunzima beyunithi ukusuka kwi-0.10 kg ukuya kwi-500 kgs okanye nangaphezulu.
3- Ulwakhiwo olwahlukeneyo ukusuka kuhlobo olulula ukuya kuhlobo oluntsonkothileyo.
I-4- Ifanelekile kwiimfuno zemveliso zobuninzi obahlukeneyo.
| Izixhobo zeNkqubo yokuCasa isanti kwi-RMC Foundry | |||
| Udidi | China iBanga | IBanga lase-US | IBanga laseJamani |
| Intsimbi yentsimbi yeFerritic | 1Cr17, 022Cr12, 10Cr17, | 430, 431, 446, CA-15, CA6N, CA6NM | 1.4000, 1.4005, 1.4008, 1.4016, GX22CrNi17, GX4CrNi13-4 |
| Intsimbi yentsimbi yeMartensitic | 1Cr13, 2Cr13, 3Cr13, 4Cr13, | 410, 420, 430, 440B, 440C | 1.4021, 1.4027, 1.4028, 1.4057, 1.4059, 1.4104, 1.4112, 1.4116, 1.4120, 1.4122, 1.4125 |
| Austenitic steel stainless | 06Cr19Ni10, 022Cr19Ni10, 06Cr25Ni20, 022Cr17Ni12Mo2, 03Cr18Ni16Mo5 | 302, 303, 304, 304L, 316, 316L, 329, CF3, CF3M, CF8, CF8M, CN7M, CN3MN | 1.3960, 1.4301, 1.4305, 1.4306, 1.4308, 1.4313, 1.4321, 1.4401, 1.4403, 1.4404, 1.4405, 1.44404, 9, 1.4404, 9 1.4435, 1.4436, 1.4539, 1.4550, 1.4552, 1.4581, 1.4582, 1.4584, |
| Imvula Ukwenza lukhuni intsimbi engatyiwayo | 05Cr15Ni5Cu4Nb, 05Cr17Ni4Cu4Nb | 630, 634, 17-4PH, 15-5PH, CB7Cu-1 | 1.4542 |
| Duplex Steel engatyiwa | 022Cr22Ni5Mo3N, 022Cr25Ni6Mo2N | A 890 1C, A 890 1A, A 890 3A, A 890 4A, A 890 5A, A 995 1B, A 995 4A, A 995 5A, 2205, 2507 | 1.4460, 1.4462, 1.4468, 1.4469, 1.4517, 1.4770 |


Isanti Mold Casting Foundry






{kind=link}